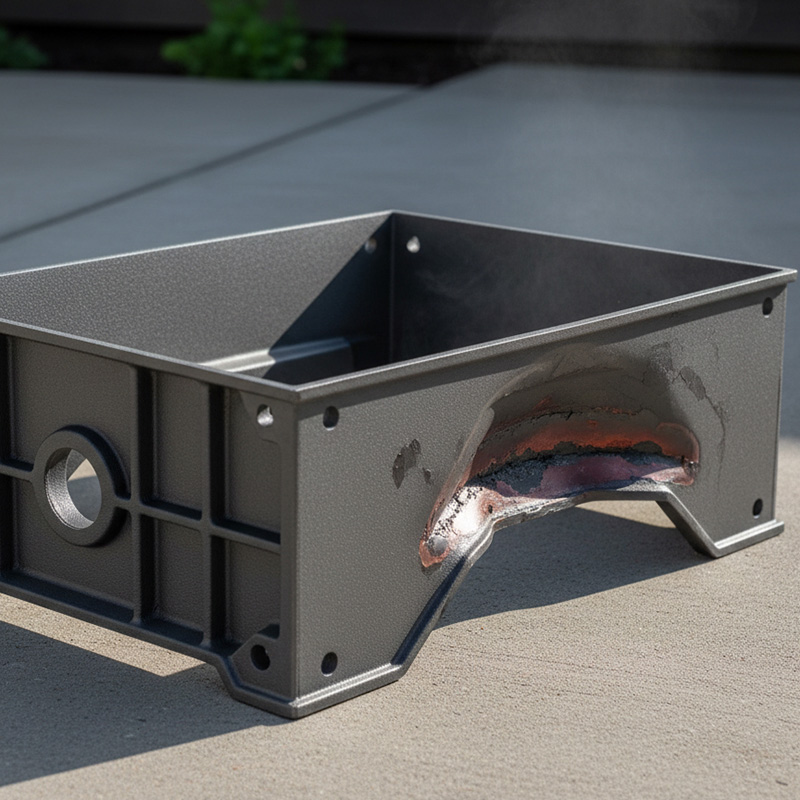
在ADC12压铸生产中,笔记本电脑外壳支架等结构件的缩孔缩松问题长期影响产品合格率。例如,某ADC12笔记本外壳支架(材质凝固收缩率4-5%)原壁厚3-8mm不均,压铸工艺参数为浇注温度630°C、压射速度3m/s,在壁厚突变处出现缩孔;厂家将厚壁减至6mm后,因薄壁区(3mm)凝固速度加快(较原厚壁快3-5倍),补缩通道提前封闭,缩松缺陷反而增加30%。另一案例中,某5mm壁厚零件减至3mm(压铸温度620°C),因ADC12糊状凝固特性,厚壁补缩源消失,导致大面积缩松。这些问题直接影响零件抗拉强度(下降15-20%)及结构完整性。这篇内容整理自广东长创精密在铝合金压铸项目中的实际经验,供行业参考。
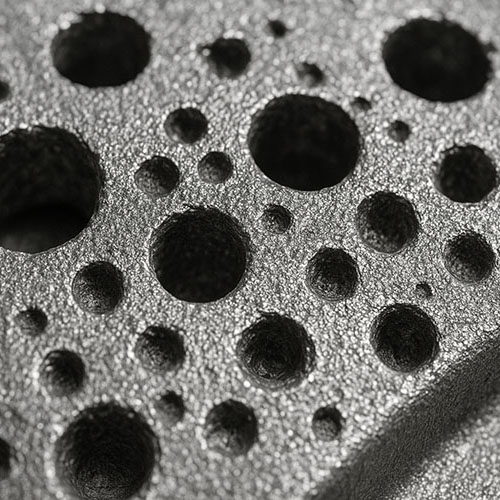
缩孔缩松的核心矛盾在于壁厚变化打破了金属液凝固与补缩的动态平衡。ADC12压铸时,金属液从液态到固态需经历"液态收缩-凝固收缩-固态收缩"三阶段,其中凝固收缩(4-5%)需通过模具补缩通道补偿。实际生产调试中常出现:厚壁减薄后,原厚壁区(如8mm)作为补缩源的凝固时间从28s缩短至15s,而薄壁区(3mm)凝固时间仅8s,导致补缩通道(热节处)被先凝固的薄壁区封闭,厚壁减薄部位因补缩不足形成缩松。单纯调整壁厚未同步优化凝固顺序,相当于切断了"厚壁补缩薄壁"的天然路径,反而加剧缺陷。
针对壁厚不均问题,需通过模具分区温控构建合理温度梯度。技术原理在于:模具温度直接影响金属液凝固速度——温度高则冷却慢、凝固时间长,为补缩争取窗口。具体实施时:
预热阶段:厚壁区220-240°C(较薄壁区高40°C),通过独立温控回路加热,确保金属液充型后厚壁区保持流动性;
生产阶段:厚壁区200±5°C(比例阀精准控温),薄壁区160±5°C,利用温度差形成"薄壁先凝固成壳、厚壁后凝固补缩"的顺序,避免缩松。某项目中,此方案使厚壁区凝固时间延长至22s,补缩效率提升40%。
为进一步优化温度场,需结合随形冷却与局部加热协同设计。随形冷却水道(直径8mm、间距25mm"之"字形排布,水流速1.5-2.0m/s)可均匀带走薄壁区热量,避免局部过冷;针对厚壁过渡区,布置直径6mm、功率50W加热棒(热电偶闭环控温,误差±3°C),延缓该区域凝固,确保补缩通道持续开放。两者协同使模具温度场均匀性提升25%,金属液凝固顺序可控性显著增强。
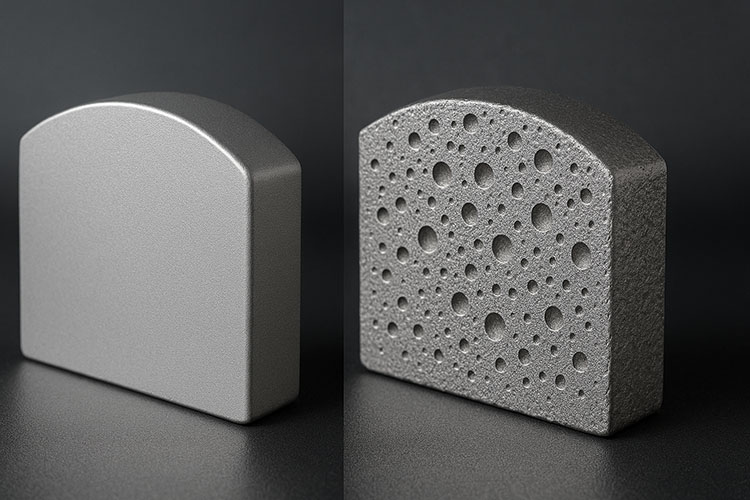
通过"厚壁区独立温控(200±5°C生产温度)+随形冷却+局部加热"的协同方案,可有效解决ADC12因壁厚不均导致的缩孔缩松问题。某项目实施后,零件缩孔缩松缺陷率从28%降至5%以下,合格率提升至92%,抗拉强度恢复至标准值(≥220MPa)。该方案为复杂结构压铸件提供了可复制的温控思路,尤其适用于壁厚3-8mm的铝合金结构件。
Copyright © 2023 :广东长创精密智造有限公司

扫一扫加微信