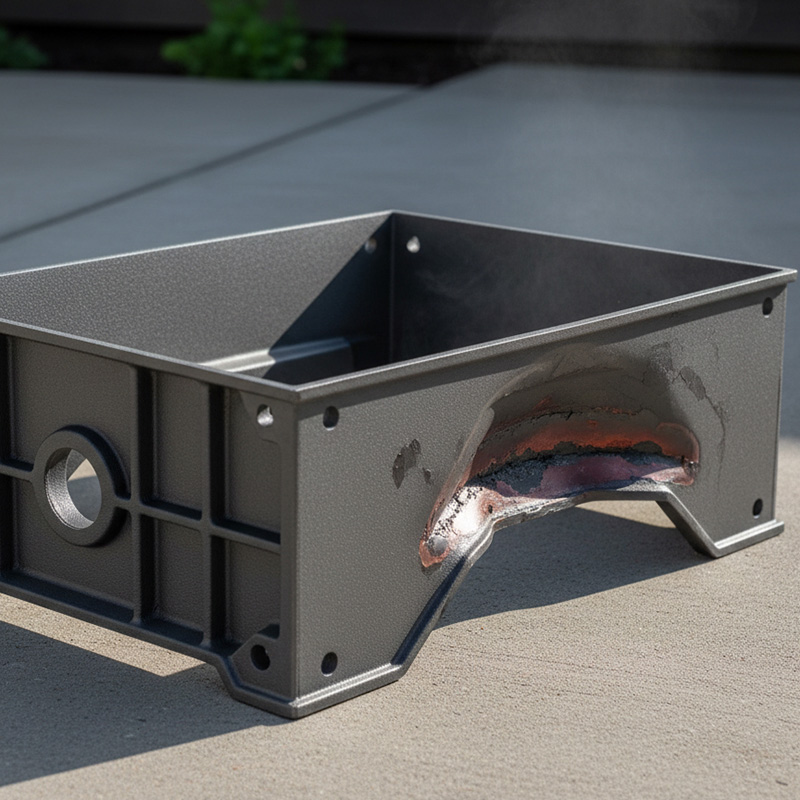
众所周知,目前铝合金压铸件广泛应用于各种行业的产品,而且大部分都是有一定的装饰要求,如灯饰零件、家具配件、电子设备配件、建筑装饰、浴室配件、玩具等,因而对压铸件的表面质量要求比较高,并要求有良好的表面处理性能。而铝合金压铸件最常见的缺陷是表面起泡,一般情况下,在压铸出来后就可发现,也有可能在抛光或加工后显露出来。气泡产生的原因主要有如下:
生产过程中模具温度过高或者过低,均有可能导致压铸件表面形成气泡。因为模具温度过高时,合金液在模具内凝固速度变慢,容易卷入气体,在压铸件表面形成起泡。而模具温度过低时,合金液在模具内流动性能变差,也可能导致气体不能及时排出,也会形成起泡。

生产过程中,压铸的调试参数也是非常重要的,当参数不合理,就有可能导致压铸件表面形成气泡。一是压射压力不足,无法将合金液充分压实,气体不能有效排出,可能会导致起泡。二是压铸速度过快,会使合金液在型腔中产生紊流,卷入气体,也可能会形成起泡。三是保压时间过短,压铸件在凝固过程中得不到足够的压力,气体可能容易从合金液中析出形成起泡。
合金液中可能含有过多的气体,如氧气、氢气等,而这些气体在压铸过程中无法完全排出,就会在压铸件中形成起泡。另外,当合金液的温度过高或过低,也会影响气体的溶解度和排出速度,也可能会导致起泡。

生产过程中,脱模剂也可能是形成气泡的一个关键因素。当脱模剂的质量不好,可能会与合金液发生反应,从而形成起泡。另外,脱模剂喷涂过多或不均匀,在压铸过程中可能会产生气体,导致压铸件起泡。
综上所述,铝合金压铸件表面气泡有多方面原因的,我们在生产过程中一定要针对各个方面去进行把控,从而减少压铸件表面形成气泡的情况出现,提升压铸件的良率,降低生产的损耗成本。
Copyright © 2023 :广东长创精密智造有限公司

扫一扫加微信